实验二 金属的塑性变形与再结晶
一、实验目的
1、了解冷塑性变形对金属组织和性能的影响。
2、了解冷塑性变形程度对金属再结晶后晶粒大小的影响。
二、实验内容
(1)观察纯铁试样冷塑性变形前后及再结晶退火后晶粒的变化。
(2)用纯铝片做不同变形程度的拉伸试验,绘制出变形程度与再结晶后晶粒大小的关系曲线,了解不同变形程度对再结晶后晶粒大小的影响。
三、实验概述
(一)金属塑性变形后的组织、性能变化
金属的重要特性之一就是具有良好的塑性。当金属所受外力超过其屈服点时,除继续发生弹性变形外,同时还发生永久性变形,又称塑性变形。它主要通过滑移和孪生方式进行。塑性变形的结果不仅使金属的外形和尺寸改变,而且使金属的内部组织和性能也发生变化。
(二)塑性变形后的回复与再结晶
金属经冷塑性变形后,由于晶粒破碎,晶格歪扭、位错密度、空位和间隙原子等缺陷的增加,使其内能增加,在热力学上处于不稳定状态,必有力求恢复到稳定状态的趋势。但在室温下,由于原子的动能不足,恢复过程不易进行,加热会提高原子的活动能力,也就促进了这一恢复过程的进行。加热温度由低到高,其变化过程大致分为回复、再结晶和晶粒长大三个阶段,当然这三个阶段并非截然分开。
变形后的金属在较低温度加热时,金属内部的应力部分消除,歪曲的晶格恢复正常,但显微组织没有变化,原来拉长的晶粒仍然是伸长的。这个过程是靠原子在一个晶粒范围内的移动来实现的,称为回复。在回复阶段,显微组织不变,仅是内应力获得很大松弛,这时金属可部分地恢复机械性能,而物理性能,如导电性,几乎全部恢复。
变形后金属加热到再结晶温度以上时,发生再结晶过程,显微组织发生显著变化。再结晶使金属中被拉长的晶粒消失,生成新的无内应力的等轴晶粒,机械性能完全恢复,即加工硬化完全消除。如变形60%的α黄铜经270℃再结晶退火后,其组织是由许多细小的等轴晶粒及原来纤维状组织组成,温度继续升高,纤维状组织全部消失为等轴晶粒,此后温度再升高,就发生积聚再结晶,温度愈高,晶粒愈大。
在α黄铜组织内,经再结晶退火后能看到明显的退火孪晶,是与基体颜色不同、边很直的小块。退火孪晶的产生是再结晶过程中,面心立方结构的新晶粒界面在推移过程中发生层错观象所致。
对于立方晶系的金属,当变形度达到了70~80%以上时,最低(开始)的再结晶温度与熔点有如下关系:
T再=0.4T熔化(绝对温度计)
金属中有杂质存在时,最低的再结晶温度显著变化。在大多数情况下,杂质均使再结晶温度升高。为了消除加工硬化现象,通常退火温度要比其最低再结晶温度高出100—200℃。
变形金属在加热时组织和性能的变化如图2-1所示。
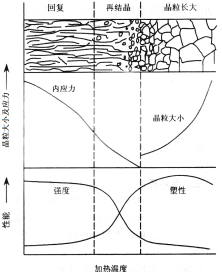
图2-1 变形金属在加热时组织和性能的变化
(三)再结晶后晶粒大小与变形量的关系
变形金属经过再结晶后的晶粒度,不仅会影响其强度和塑性,而且还会显著影响动载下的冲击韧性值。冷变形金属再结晶后晶粒大小除与加热温度、保温时间有关外,还与金属的预先变形量有关。在同一再结晶退火温度下,晶粒度的大小与预先变形程度的关系,如图2-2。
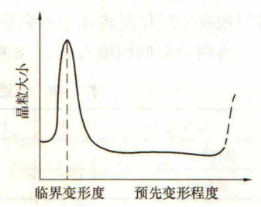
图2-2 变形程度与再结晶后晶粒大小的关系
当变形度很小时,由于晶格歪扭程度很小,晶内储存的畸变能很小,不足以进行再结晶而保持原来状态,故晶粒大小不变,金属不发生再结晶。
当变形度在2~10%范围内时,金属中变形极不均匀,再结晶时形核数量很少,再结晶后晶粒度很不均匀,晶粒极易相互并吞长大,再结晶后的晶粒特别粗大,这样的变形度称“临界变形度”。临界变形度随金属材料的不同而异,铁大约为5%~6%,钢约为5%~10%,铜及黄铜约为5%,铝约为1%~3%。
大于临界变形度后,随着变形度的增加,变形愈均匀,再结晶时的形核率便愈大,再结晶后的晶粒便愈细。在进行冷塑性变形时,应尽量避免在临界变形度下变形,而采用较大的变形度,以获得较细小的晶粒。但当变形量太大时,在曲线上又出现第二个高峰,一般认为是由于变形织构造成的。
退火加热温度越高,保温时间越长,晶粒就越粗大;加热温度越高,影响越明显。原始晶粒越细,则再结晶后的晶粒越细,是因为细晶粒的晶界多,再结晶时形核处也多的缘故。
图2-3为冷加工变形度对再结晶后晶粒大小的影响(纯铝片试样)。
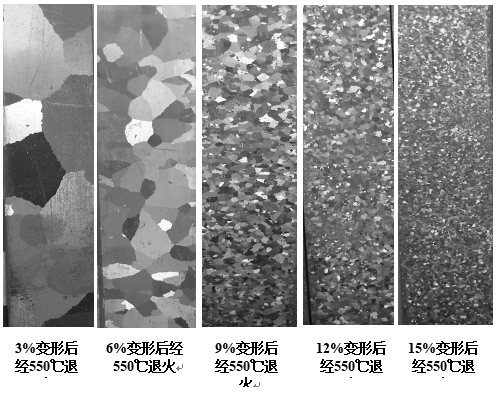
图2-3 纯铝片试样不同冷加工变形度后再结晶后晶粒大小
四、实验设备及试样
1、设备:4X型金相显微镜、小型铝片拉伸机、热处理炉
2、工具:划针,打号工具及榔头,活动扳手、游标卡尺、直尺。
3、纯铁标准试样一套。
4、20×100mm纯铝片若干。
5、溶液(浸蚀剂:HF:HNO3:HCL:H2O=15:15:45:25) 若干
五、实验方法与步骤
1、用4X型金相显微镜观察纯铁试样冷塑性变形前后及再结晶退火后晶粒的变化情况,并画出组织示意图。
2、测定纯铝片经过不同变形度变形后在相同退火温度下再结晶晶粒的大小。具体操作步骤如下:(铝片为1060,使用前需380℃+2h退火)
(1)用划线针、钢板尺按图2-4的尺寸在纯铝片上划线。在夹持部分打号,用游标卡尺测量试验段尺寸,并记录。
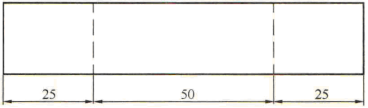
图2-4 纯铝片试样划线示意图
(2)将铝片夹于简易拉伸机上,两端预留的25mm部分压紧在压头下。
(3)小心缓慢的将铝片拉伸到指定的变形度(每2-3人一组,指定的变形度分别为0,1%,2%,3%,4%,5%,6%,7%,10%,12%,14%)。如预定变形度为ε,试样拉伸后计算长度则为L=50(1+ε)mm。实际操作时,使用标准样板测定拉伸后的变形度,应注意尽量使变形度准确,尤其是变形度较小的试样(ε=1%~5%),稍不准确就会对试验产生很大影响。
(4)在铝片试样预留部分做编号,然后将其放入炉温580℃的箱式电炉中保温30min后取出空冷。
(5)将再结晶后的纯铝片放入浸蚀剂(可用浸蚀剂:HF:HNO3:HCL:H2O=15:15:45:25)中浸蚀(一般不超过20s)至清晰的显现出晶粒后用清水冲洗干净。
(6)在已显示出晶粒的纯铝片上划一个边长为1cm的正方形线框,数出其中的晶粒数,就得到1个单位面积内的晶粒数;若这样数出的晶粒数不够准确,则可多划几个正方形线框,数出其中的晶粒数取平均值;若晶粒粗大,也可划大一些的线框,如1×2cm2或2×2cm2等,数出其中的晶粒数,然后除以线框面积。位于线框边缘仅部分处在线框内的晶粒,可以根据实际情况将几个不完整的晶粒合计一个晶粒计入。然后取其倒数即为晶粒的面积值。将两项数据均填入表中记录。
试验中可将变形前、不同变形度后的试样均浸蚀,观察比较变形前、变形后、再结晶后三种状态的试样晶粒。
金属的塑性变形与再结晶实验报告要求
实验日期: 年 月 日 实验成绩:
一、实验目的
二、实验设备及材料
三、实验过程
四、实验数据记录与处理
1、根据观察试样结果,填写下表。
材料 |
纯铁 |
纯铁 |
纯铁 |
处理工艺 |
变形度 % |
变形度 % |
变形度 % |
浸蚀剂 |
4%硝酸酒精 |
4%硝酸酒精 |
4%硝酸酒精 |
放大倍数 |
|
|
|
显微组织示意图 |
|
|
|
组织特征 |
|
|
|
材料 |
纯铁 |
纯铁 |
纯铁 |
处理工艺 |
变形度 % |
变形度 % |
变形度 % |
浸蚀剂 |
4%硝酸酒精 |
4%硝酸酒精 |
4%硝酸酒精 |
放大倍数 |
|
|
|
显微组织示意图 |
|
|
|
组织特征 |
|
|
|
2、铝片硬度变化
3、铝片再结晶后晶粒大小与变形度关系
(1)将晶粒测量数据填入下表。
(2)以变形程度为横坐标,晶粒大小为纵坐标建立直角坐标系,以实验数据为坐标点并连线,即得到变形程度与再结晶后晶粒大小的关系曲线。
五、思考题
(1)分析再结晶退火对冷变形后的金属材料性能的影响。
(2)举例说明加工硬化现象在工业生产中的应用。
